
AODD pumps have been gaining popularity since last couple of decades & now find their presence in every industrial segment because of their ability to pump wide range of fluids. Let it be corrosive, abrasive, toxic, flammable, and shear sensitive fluids along with wide range of viscosity and varying flow rates that can be achieved. Other benefits include negative suction capabilities, seal-less design, easy to install, portable design, ATEX friendly and almost no accessories required. Looks like the ideal pump, right? Yes, but there is certain limitation which are solved by certain betterment in technology.
One of the major difficulties with AODD pump comes when pumping hazardous, toxic, flammable, reactive fluids. Well what can be the major problem pumping these fluids. It’s the diaphragm. These diaphragms mostly made of the rubber (natural or synthetic) have a life that varies in the range of several million cycles. While the pump is operating with these hazardous fluids, there will be a point after certain period the diaphragm will fail naturally completing its cycle. Due its working principle the pump will stall but the fluid may be thrown out of pump muffler and may be spilled on a person or any important instrument there leading to failure. Even if the pump will stop working these may lead to serious disaster. These remained the most prominent problem with AODD pumps until Warren Rupp Sandpiper came up with their containment duty design.
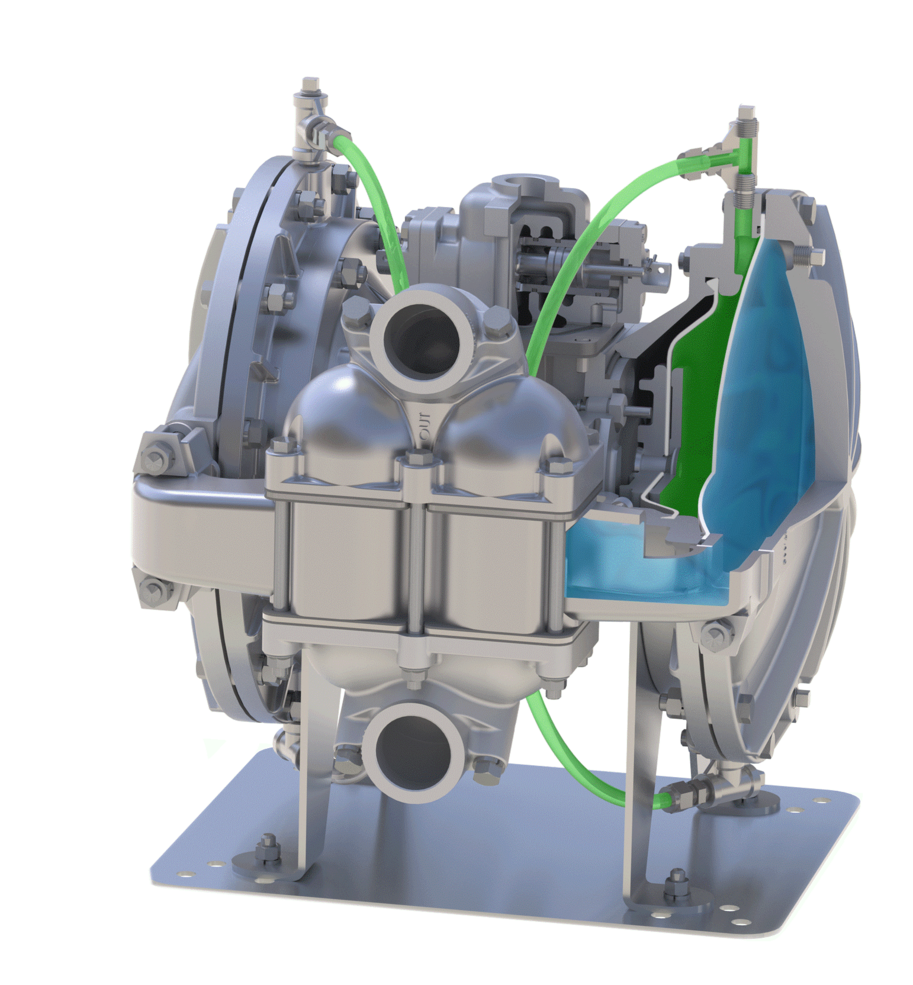

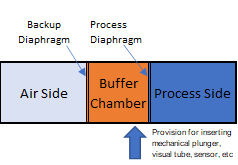
As the name suggest the it has something to do with the containing. Sandpiper added the buffer chamber between the air section and process fluid section as separator guarded by two diaphragms. This design prevents the leakage of the fluid into the environment and at the same time will keep pumping your fluid into the system/vessels/etc. Wait, if the pump keeps the fluid pumping how will the operators know the diaphragm has failed until the second diaphragm has failed. Then it is as same as standard AODD pump. Here the key is in design of buffer chamber. This buffer chamber can be fitted with various leak detection technologies which will give analog / digital / physical signal to the operator and at the same time buffer chamber takes care of the leakage till the diaphragm has been changed.
How does the signalling work?
The buffer chamber is filled with the fluid which is compatible with process fluid.
- Visual Leak Detector –
- Case I – Adding colouring dye: It has a visual tube installed on the buffer chamber and some colouring dye is added & once diaphragm is ruptured, the fluid gets mixed with process fluid which results in the change of colour & visible in the tube indicating the rupture detection.
- Case II – Liquid level indication
- Once diaphragm is ruptured, the fluid gets mixed with process fluid and the liquid level in the buffer chamber will fluctuate variably during operation and operator can understand this by looking at it.
- Mechanical Plunger – The detector has an O-ring which will react with the working fluid on rupture of diaphragm & gets expanded due to chemical attack & thus actuates a plunger which in turn activates a solenoid valve installed on airline which will shut down the pump. This action can also be connected to DCS by converting the signals.
- Electronic Leak Detector – Sensors installed at containment chambers works on the principle of conductance or dielectric constant wherein mixing of fluids on diaphragm rupture leads to generation of small current which in turn can be coupled with potential free contact like: relay to control the on/off of the pump & it can be coupled with customer’s DCS/SKADA/PLC etc.
These pumps can be offered from capacity ranging from 0.5 m3/hr to 50 m3/hr and in the various MOC like SS, PP, PVDF, Hast Alloy C, etc.
Features
- Offers leak detection as well as protection
- Fluid does not come out of exhaust muffler. Thereby stopping the spillage
- No Maintenance required for air-section as liquid does not enters in it
- Process operation can be continued without stopping the pump
- High accuracy & reliability in leak detection with no false alarms
- Replacement of sensors are not required after diaphragm rupture
- Easy to maintain & requires only diaphragm replacement
You can reach us at +91 98218 91092 or info@madhavfluid.com if you have any questions.